



XPR300
Операционные данные
| XPR300 | ||
|---|---|---|
| Максимальная выходная мощность | 63 кВт | |
| Дуговое напряжение при 100 %-ной нагрузке | 210 B | |
| Толщина по картам резки | мм | |
| Толщина прожига | Низкоуглеродистая сталь (аргон в кач-ве вспом. газа) | 50 |
| Низкоуглеродистая сталь (стандартный O2) | 45 | |
| Нержавеющая сталь | 38 | |
| Алюминий | 38 | |
| Предельная толщина | Низкоуглеродистая сталь | 80 |
| Нержавеющая сталь | 75 | |
| Алюминий | 50 | |

Новая система XPR300™ наглядно показывает, что на пути развития технологий механизированной плазменной резки сделан самый большой шаг вперед за все время. Эта система следующего поколения радикально меняет представление о том, что можно выполнить с использованием плазменных процессов, существенно расширяя возможности плазменной резки за счет методов, которые раньше нельзя даже было представить. Благодаря непревзойденному качеству резки X-Definition™ на низкоуглеродистой, нержавеющей стали и алюминии новая система XPR300 позволяет повысить скорость резки, существенно увеличить производительность и сократить эксплуатационные затраты на более чем 50 %. Новые простые в использовании функции и оптимизированные эксплуатационные характеристики системы позволяют упростить работу с системой XPR300, сводя к минимуму необходимость вмешательства оператора, и наряду с этим обеспечить оптимальную производительность и непревзойденную надежность.
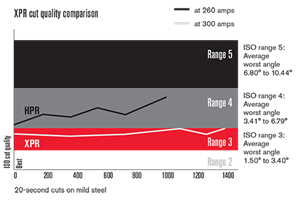
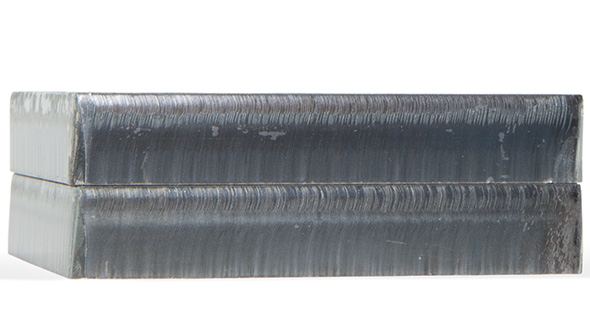
Самое высокое в отрасли качество резки X-Definition
Система XPR поднимает качество резки на уровень выше, чем HyDefinition™ . Это стало возможным благодаря сочетанию новой технологии с доведенными до совершенства процессами резки следующего поколения X-Definition, которые можно применять для низкоуглеродистой, нержавеющей стали и алюминия.
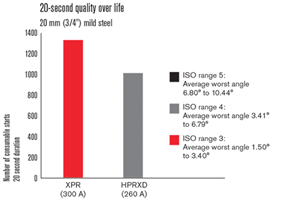
- Стабильные результаты резки низкоуглеродистой стали малой толщины, которые находятся в пределах диапазона 2 по стандарту ISO
- Более высокое качество по сравнению с ранее использовавшимися технологиями плазменной резки: соответствующие показатели находятся в пределах расширенного диапазона 3 по стандарту ISO
- Превосходное качество резки нержавеющей стали для всех диапазонов толщины
- Превосходные результаты резки алюминия с использованием процесса Vented Water Injection™ (VWI)
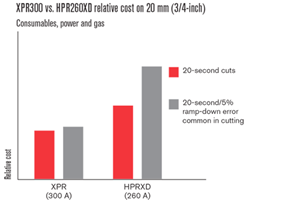
Оптимизированная производительность и более низкие эксплуатационные затраты
- Сила тока 300 А и выходная мощность 63 кВт позволяют выполнять резку с более высокими скоростями. Скорость резки материалов большей толщины выше на величину вплоть до 15 %
- Срок службы расходных деталей выше на более чем 40 % по сравнению с предыдущими системами
- Толщина прожига для нержавеющей стали на 20 % выше, для низкоуглеродистой стали — на 30 % выше
- Эксплуатационные затраты сокращены более чем на 50 %
Инженерная оптимизация системы
Решения, реализованные в конструкции системы XPR, автоматически обеспечивают высочайшее качество резки и оптимальную производительность системы. Продвинутая технология подачи питания повышает уровень «чувствительности», обеспечивает быстрый отклик системы и автоматически активируется для устранения событий, которые негативно влияют на эффективность работы системы и срок службы расходных деталей.
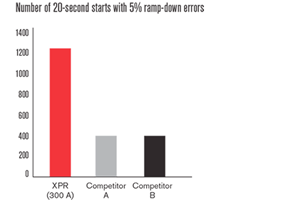
Реализованная в системе XPR технология Arc Response TechnologyTM обеспечивает автоматическую защиту резака и защиту от ошибок плавного выключения. Датчики источника тока предоставляют точные коды диагностики и существенно улучшенную информацию мониторинга системы. Это позволяет сократить время на поиск и устранение неисправностей и получать данные о техобслуживании системы в упреждающем режиме, что дает возможность лучше оптимизировать работу системы.
- Срок службы расходных деталей в 3 раза выше по сравнению с системами конкурентов за счет устранения негативного воздействия ошибок плавного выключения
- Снижено влияние неустранимых перегораний электрода, которые могут привести к повреждению резака при подаче высокой силы тока
Простота использования
- Простая эксплуатация и автоматический мониторинг изменяют представление о простоте использования
- Полное управление всеми функциями и настройками с устройства ЧПУ
- Автоматический мониторинг системы и точные коды для поиска неисправностей повышают удобство технического обслуживания и упрощают составление запроса в службу поддержки
- Провод резака с функцией EasyConnect™ и возможность подсоединения резака к разъему одной рукой позволяют упростить замену расходных деталей и сократить требуемое на нее время
- Электрод QuickLock™ для простой замены расходных деталей
- Источник тока с возможностью обмена данными по беспроводной связи может подключаться к мобильным устройствам и локальной сети для мониторинга и обслуживания нескольких систем

Продвинутое управление процессом
Три системы управления подачей газа — Core™, Vented Water Injection™ (VWI) и OptiMix™ — обеспечивают непревзойденное качество резки низкоуглеродистой стали. Каждая последующая система из указанных выше предоставляет в распоряжение оператора более широкие возможности резки нержавеющей стали и алюминия, чем предыдущая. Всеми этими системами можно управлять с устройства ЧПУ, что повышает производительность и простоту использования.
Газы/жидкости для системы управления подведенными газами
| Core | Вентилируемые процессы с впрыском воды (Vented Water Injection, VWI) | OptiMix | |
|---|---|---|---|
| O2/N2/воздух | X | X | X |
| F5/Ar/H2O | X | X | |
| H2-N2-Ar (смешивание) | X |
Меньше вредного воздействия на окружающую среду
Система XPR300 позволяет сократить использование расходных деталей, энергии и снизить выброс парниковых газов в атмосферу.
- На 30 см резки расходуется на 64 % меньше меди, содержащейся в расходных деталях
- Система на 99,5 % состоит из перерабатываемого материала, упаковка — на 100 %
- Вредное воздействие магнитоэлектроники на окружающую вреду на 77 % меньше по сравнению с предшествующей системой
- Коэффициент мощности на единицу массы на 62 % выше, скорость резки выше на 14 %
| Максимальное напряжение холостого хода | 360 В пост. тока |
| Максимальный выходной ток | 300 A |
| Максимальная выходная мощность | 63 кВт |
| Выходное напряжение | 50–210 В пост. тока |
| Напряжение дуги при 100 %-ной нагрузке | 210 B |
| Номинальный рабочий режим | 100 % при 40 °C и мощности 63 кВт |
| Диапазон допустимых температур окружающей среды | от –10 до 40 °C |
| Коэффициент мощности | 0,98 при мощности 63 кВт |
| Охлаждение | Принудительное воздушное (класс F) |
| Изоляция | Класс H |
| Классификация по электромагнитной совместимости (только для моделей CE) | Класс A |
| Точки подъема | Верхняя подъемная проушина |
| Канавки на дне для вилочного погрузчика | Номинальная масса для подъемной проушины 680 кг |
Операционные данные
| Система | Режущие газы | Ток (A) | Толщина по картам резки (мм) | Примерная скорость резки (мм/мин) |
|---|---|---|---|---|
| Низкоуглеродистая сталь | ||||
| CoreTM, VWI и OptiMixTM | O2 плазмообразующий | 30 | 0,5 | 5348 |
| O2 защитный | 3 | 1153 | ||
| 5 | 521 | |||
| O2 плазмообразующий | 80 | 3 | 5582 | |
| Воздух защитный | 6 | 3048 | ||
| 12 | 1405 | |||
| O2 плазмообразующий | 130 | 3 | 6502 | |
| Воздух защитный | 10 | 2680 | ||
| 38 | 256 | |||
| O2 плазмообразующий | 170 | 6 | 5080 | |
| Воздух защитный | 12 | 3061 | ||
| 25 | 1175 | |||
| 50 | 267 | |||
| O2 плазмообразующий | 300 | 12 | 3940 | |
| Воздух защитный | 25 | 1950 | ||
| 50 | 560 | |||
| 80 | 165 | |||
| Нержавеющая сталь | ||||
| Core, VWI и OptiMix | N2 плазмообразующий | 40 | 0,8 | 6100 |
| N2 защитный | 3 | 2683 | ||
| 6 | 918 | |||
| VWI и OptiMix | F5 плазмообразующий | 80 | 3 | 4248 |
| N2 защитный | 6 | 1916 | ||
| 12 | 864 | |||
| OptiMix | H2-Ar-N2 плазмообразующий | 170 | 10 | 1975 |
| N2 защитный | 12 | 1735 | ||
| 38 | 256 | |||
| H2-Ar-N2 плазмообразующий | 300 | 12 | 2038 | |
| N2 защитный | 25 | 1040 | ||
| 50 | 387 | |||
| 75 | 162 | |||
| VWI и OptiMix | N2 плазмообразующий | 300 | 12 | 2159 |
| H2O shield | 25 | 1302 | ||
| 50 | 403 | |||
| Aluminum | ||||
| Core, VWI и OptiMix | Воздух плазмообразующий |
40 | 1,5 | 4799 |
| Воздух защитный | 3 | 2596 | ||
| 6 | 911 | |||
| VWI и OptiMix | N2 плазмообразующий | 80 | 3 | 3820 |
| H2O защитный | 6 | 2203 | ||
| 10 | 956 | |||
| N2 плазмообразующий | 130 | 6 | 2413 | |
| H2O защитный | 10 | 1702 | ||
| N2 плазмообразующий | 300 | 20 | 870 | |
| 12 | 2286 | |||
| H2O защитный | 25 | 1302 | ||
| 50 | 524 | |||
| OptiMix | H2-Ar-N2 плазмообразующий | 300 | 12 | 3810 |
| N2 защитный | 25 | 2056 | ||
| 50 | 391 | |||